

3C产品中框
400-666-4000
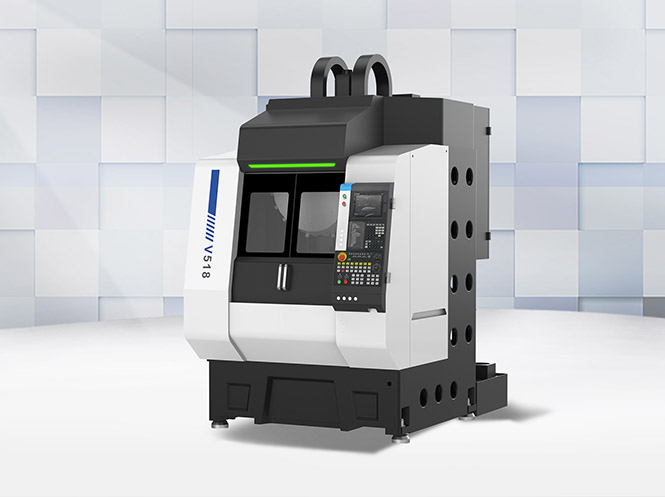


高速加工中心V518
V518系列加工中心集钻孔、攻牙、铣削等加工为一体,该系列机床广泛应用于3C行业、汽车零部件、小型模具加工、医疗器械等行业中小型板类零件、壳体类零件、盘类零件等加工。尤其是3C行业中手机边框、盖板的加工,效率突出。X/Y/Z轴行程:500/455/330mm
产品参数
整机结构为T型+门型结构,床身均采用米汉纳铸造工艺,并进行完全时效热处理,消除应力,使机床得到高刚性和稳定的精度。所有铸件结构均经过有限元分析,保证设计的合理性,充分满足机床高速响应切削的需要。
主轴前端采用迷宫设计,主轴带气幕保护功能,防止切削液进入主轴轴承。
主轴具备中心吹气功能,有效的保护主轴,延长主轴使用寿命。
三轴采用电机与高精度滚珠丝杠采用直接连接驱动的方式,研磨级滚珠丝杠经预拉伸安装,进一步提高传动刚性及定位精度。
X/Y/Z轴导轨均采用滚珠线轨承载,高刚性,低摩擦,低噪音,抗震性强,轻量化设计,惯量低,可以提供更高的响应。
机床的导轨和丝杆均采用定时定量润滑系统,能够对各润滑点的供油周期和供油量进行调整,并通过电气系统控制实现全自动集中润滑。
机床水箱采用多层过滤系统结构,为工件加工提供良好的切削液。
机器特点:
1.全面高刚性集钻孔、攻牙、铣削等加工为一体的门式小型高速钻攻中心。
2. 强劲的BBT30直驱式直联主轴,高效率攻牙,转数为24000rpm。
3. X/Y/Z轴导轨均采用滚珠线轨承载,高刚性,低摩擦,低噪音,抗震性强,轻量化设计,惯量低,提高更高响应。
4. 三菱电机数控M80系统搭配高速伺服驱动器、配置灵活、扩展能力强。
5. 主轴中心到滑块面的距离为195mm,相对于常规的机型460mm的距离,极大的提高了设备的高刚性
系统介绍:
三菱电机数控系统M80
搭载三菱开发的高速处理系统,微小线段处理能力更强,SSS 控制(Super Smooth Surface)实现更快・ 更高精度・更高品位加工。
具有高效、稳定的特点,能够保证生产线稳定运行。可以保证加工精度和质量。该系统界面简洁明了,易于操作和掌握,即使是初学者也能够快速上手。 高生产性、易用性、灵活性高PLC处理能力、支持自动化、多轴多系统控制。
应用领域:
3C行业/汽车零部件/小型模具加工/医疗器械等行业中小型板类零件/壳体类零件/盘类零件等加工。尤其是3C行业中手机边框、盖板的加工,效率突出。
参数表格:
项目 | 单位 | V518 | |
工作范围 | X/Y/Z轴行程 | mm | 500/455/330 |
主轴中心到立柱导轨安装面距离 | mm | 250 | |
主轴鼻端到工作台距离 | mm | 150-480 | |
工作台 | 工作台夹装面积 | mm | 650*450 |
最大工作载量 | kg | 250 | |
T槽尺寸 | mm | 3-14*125 | |
主电机 | 最高转速 | rpm | 24000(36000*) |
最大扭力(S6 40% DC) | Nm | 17.7 | |
额定扭力(S1 100% DC) | Nm | 7 | |
最大功率(S6 40% DC) | kW | 3.7 | |
额定功率(S1 100% DC) | kW | 2.2 | |
换刀系统 | 刀具型式 | BBT30 | |
刀库数量(*号为可选配) | Pockets | 21(30*) | |
刀库形式 | 前置伺服刀库 | ||
最大刀具直径(满刀/邻刀) | mm | φ80/φ100 | |
最大刀具长度 | mm | 175 | |
最大刀具重量 | Kg | 3 | |
刀-刀换刀时间(T to t) | sec | 1.15 | |
进给 | 切削速度(X/Y/Z) | m/min | 30/30/30 |
快速移动速度(X/Y/Z) | m/min | 48/48/48 | |
定位精度(X/Y/Z) | mm | 0.0045 | |
重复定位速度(X/Y/Z) | mm | 0.0025 | |
机械参数 | 机械尺寸(含水箱) | mm | 1550*2400*2550 |
设备重量 | kg | 3400 |
标准配置 | 选配配置 |
三菱M80系统 | 西门子 SINUMERIK 828D系统/FANUC系统 |
工作灯/报警灯 | 第四轴/Z轴加高 |
全封闭式防护罩 | 高速主轴/大刀库容量 |
自动化中央润滑系统 | 主轴中心出水系统(CTS) |
热交换器 | 对刀仪 |
| 前置式伺服刀库 | 智能刀库系统 |
工具箱 | 无线测头 |
地基螺丝垫块 | 断刀检测系统 |
工作条件
(1)三相交流电源:380V±10%,50Hz
(2)环境温度:10Cº~40Cº
(3)相对湿度:≤75%
(4)远离光源、振源和热源,远离高频发电动机、放电动机、电焊机等,避免电器干扰使机床NC系统发生故障。
(5)如果使用地区电压不稳定,机床应配备稳压电源。
(6)机床应有可靠的接地:接地导线为铜质导线,线径不应小于6mm²,接地电阻小于6欧姆。
(7)为保证设备的正常工作性能,气源压缩空气质量如果达不到气源要求,应在机床进气前增加一套气源净化装置。
样品图片


小型模具加工

手表壳体
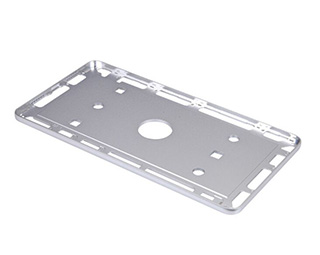
手机中框
相关产品
高速加工中心V518
V518系列加工中心集钻孔、攻牙、铣削等加工为一体,该系列机床广泛应用于3C行业、汽车零部件、小型模具加工、医疗器械等行业中小型板类零件、壳体类零件、盘类零件等加工。尤其是3C行业中手机边框、盖板的加工,效率突出。X/Y/Z轴行程:500/455/330mm
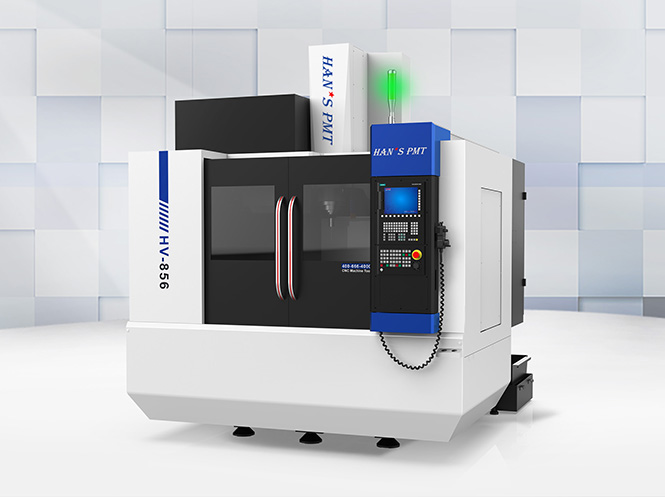
立式加工中心HV856
立式加工中心HV-856机器特点:
1.工件在一次装夹后可自动连续完成铣、钻、镗、扩、铰、锪、攻丝等多种工序加工。
2.BBT40直驱式直结主轴,高效率攻牙,转数为12000rpm。
3.48min的快速移动速度和切削速度,缩短加工时间,提高效率。
4.X/Y/Z轴导轨均采用加宽线轨承载,高刚性,低摩擦,低噪音,抗震性强,轻量化设计,惯量低,提高更高响应。
5.高速高精的西门子数控系统搭配高速伺服驱动器、配置灵活、扩展能力强。
6. 24T刀臂式变频刀库,高速度、低惯性降低扣刀冲击力,专利型气

立式加工中心M8-V865
立式加工中心M8-865机器特点:
1.全面高刚性切削能力的高速加工中心。
2.BT40直驱式直结主轴,高效率攻牙,转数为12000rpm。
3.48min的快速移动速度和切削速度,缩短加工时间,提高效率。
4.X/Y/Z轴导轨均采用加宽线轨承载,高刚性,低摩擦,低噪音,抗震性强,轻量化设计,惯量低,提高更高响应。
5.高速高精的西门子数控系统搭配高速伺服驱动器、配置灵活、扩展能力强。
6. 24T刀臂式变频刀库,高速度、低惯性降低扣刀冲击力,专利型气压快速切装置。

官方微信公众号
新闻资讯
您有任何问题
点击下方按钮,与我们取得联系
点击下方按钮,与我们取得联系