
400-666-4000




 发布时间:2022-03-05
发布时间:2022-03-05  浏览次数:2424次
浏览次数:2424次
在制造行业,对高速铣普遍存在以下错误观念:
1)高速铣床只是一台配了高转速主轴的铣床
2)主轴转速越高,加工速度就越快
3)高速铣床只是为了取代一般的传统铣床
4)20000 转的主轴已足够模具生产的需求了
5)高速铣床只是轴向服务器加大加快
6)高速铣床只能加工电极
7)………
事实上,高速铣床是一种新的工艺技术与应用
要想要发挥出高速切削的效能,就必须个个环节的紧密配合,如果有其中一个环节搭配不佳,将无法发挥高速切削的效能。
1)高速的刀杆与刀具
2)高速的主轴
3)高动力的XYZ轴
4)高速的CNC控制器
5)高速的程序策略

一、高速切削时的基本情况
随着转速增加到一定程度时,则刀具的温度和切削力反而会逐渐下降。这种现象被用在了高速铣削技术中。

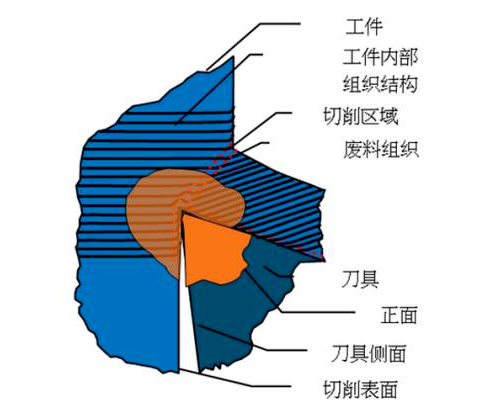
(传统铣削状态)
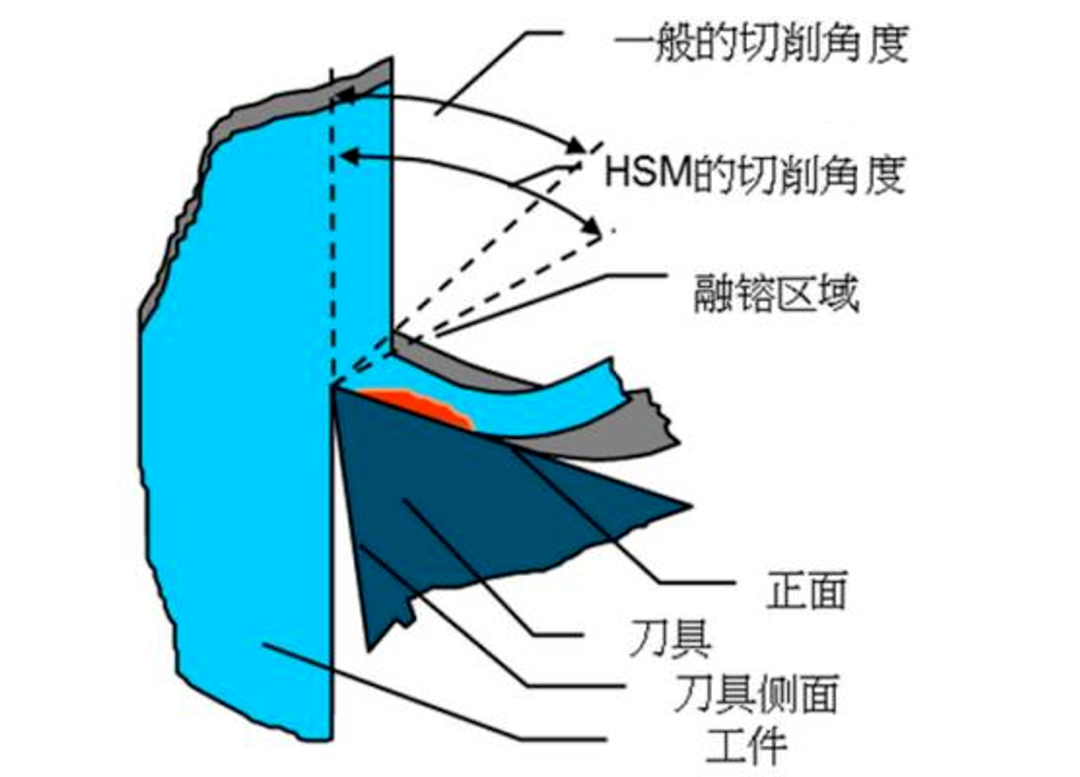
(高速铣削状态)
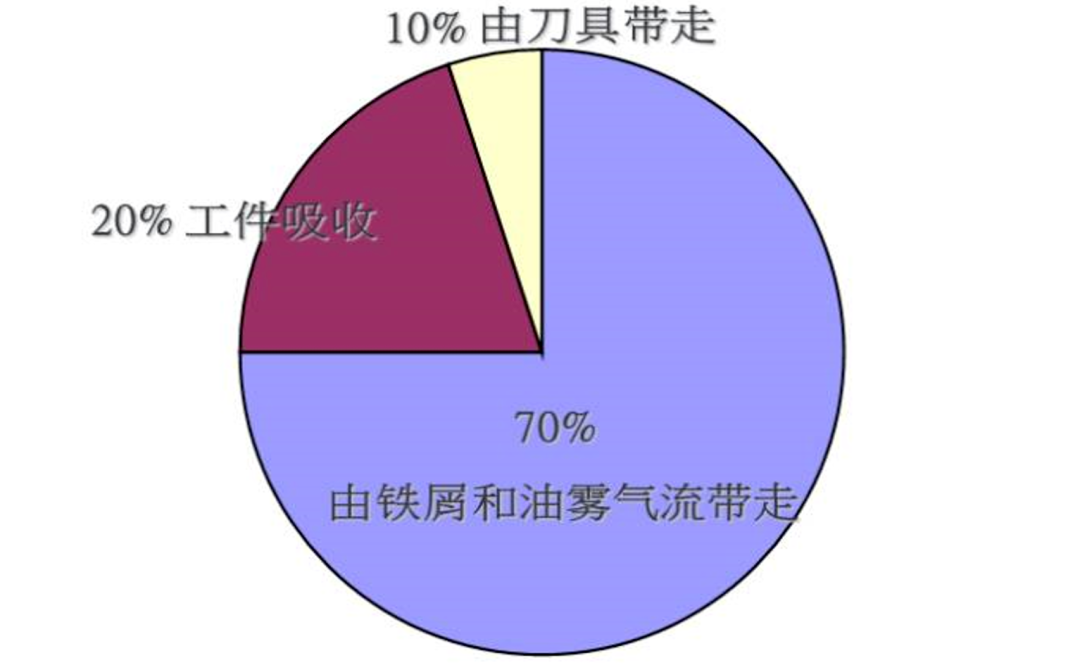
高速切削热源的分散比率:
二、高速铣削与高速铣削理念的区别
高速铣削(HSM)和高效能铣削(HPM)的加工理念是不一样的。举例:粗加工淬硬钢,材料硬度大于55HRC,它们的加工理念示意图如下。
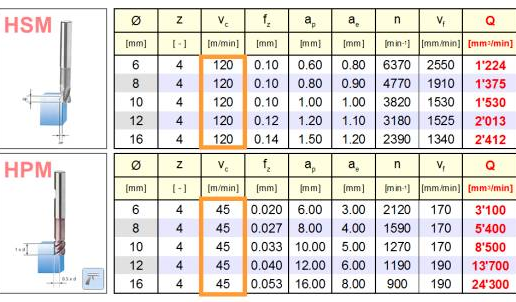

HPM(左)与HSM(右)加工理念示意图
三、高速铣削的应用范围
四、高速铣削的重心环节
(文章来源:OK智能制造)

官方微信公众号
新闻资讯
您有任何问题
点击下方按钮,与我们取得联系
点击下方按钮,与我们取得联系